Калькулятор
Ваша задача*
Тип сварки*
Характеристики
Выполните расчет для получения результатов
Характеристики
Вид сварки TIG сварка
Тип задачи Тиски, блоки двигателей, блоки редукторов, запорная арматура, плуг
Металл Серый и ковкий чугун. Тип СЧ15, КЧ-30 и т.д
Марка вольфрамого электрода WGLa 15, WGY 20, WLa15, WTh 20
Марка прутка ПАНЧ-11
Диаметр электрода 2,0 мм
Сила тока 60-90 А
Диаметр прутка 1,6 мм
№ сопла 7-8
Расход газа 7-8 л/мин
Средний расход проволоки на 1 м шва 56-60 г
Рекомендации по сварке:
Прогрев перед сваркой до 150-250 °C.
Сварку производят короткими швами до 50 мм с простукиванием сварного шва молотком. Очистка кромок и околошовной зоны от загрязнений и окислов.
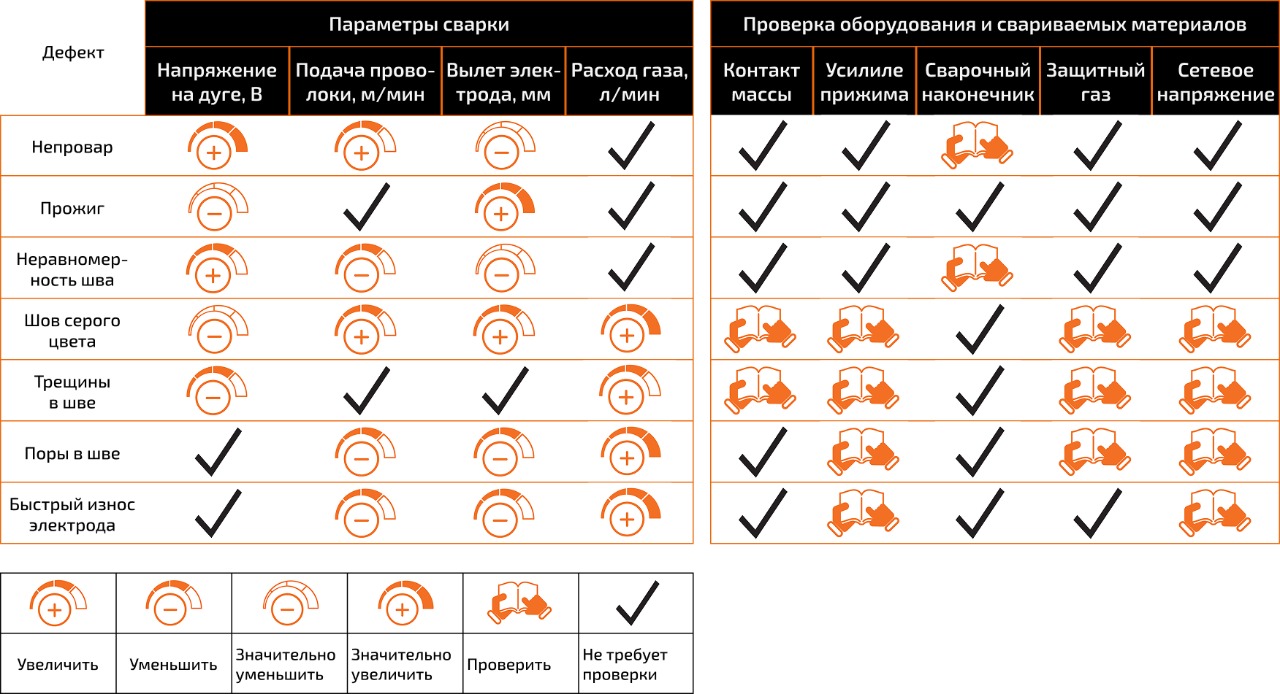
Возможные проблемы по сварке
Характеристики
Вид сварки TIG сварка
Тип задачи Тиски, блоки двигателей, блоки редукторов, запорная арматура, плуг
Металл Серый и ковкий чугун. Тип СЧ15, КЧ-30 и т.д
Марка вольфрамого электрода WGLa 15, WGY 20, WLa15, WTh 20
Марка прутка ПАНЧ-11
Диаметр электрода 2,4 мм
Сила тока 180-200 А
Диаметр прутка 2,4 -3,0 мм
№ сопла 7-8
Расход газа 10-14 л/мин
Средний расход проволоки на 1 м шва 85-90 г
Рекомендации по сварке:
Прогрев перед сваркой до 150-250 °C.
Сварку производят короткими швами до 50 мм с простукиванием сварного шва молотком. Очистка кромок и околошовной зоны от загрязнений и окислов.
Возможные проблемы по сварке
Характеристики
Вид сварки TIG сварка
Тип задачи Самовары, краны, декоративные элементы интерьера и экстерьера
Металл Латунь Л63, Л93 и т.д
Марка вольфрамого электрода WGLa 15, WGY 20, WLa15, WTh 20
Марка прутка Л63, Л93
Диаметр электрода 2,0 мм
Сила тока 18-25 А
Диаметр прутка 1,6-2,0 мм
№ сопла 5-6
Расход газа 7-10 л/мин
Средний расход проволоки на 1 м шва 40-50 г
Рекомендации по сварке:
Сварочный процесс начинается при выгорании цинка. Необходима защита органов дыхания.
Возможные проблемы по сварке
Характеристики
Вид сварки TIG сварка
Тип задачи Самовары, краны, декоративные элементы интерьера и экстерьера
Металл Латунь Л63, Л93 и т.д
Марка вольфрамого электрода WGLa 15, WGY 20, WLa15, WTh 20
Марка прутка Л63, Л93
Диаметр электрода 2,0 мм
Сила тока 60-80 А
Диаметр прутка 1,6-2,0 мм
№ сопла 6-7
Расход газа 10-12 л/мин
Средний расход проволоки на 1 м шва 90-110 г
Рекомендации по сварке:
Сварочный процесс начинается при выгорании цинка. Необходима защита органов дыхания.
Возможные проблемы по сварке
Характеристики
Вид сварки TIG сварка
Тип задачи Токопроводящие шины, флюгер, турка, посуда, вазы
Металл Медь М1, М2
Марка вольфрамого электрода WGLa 15, WGY 20, WLa15, WTh 20
Марка прутка М1, М2, МНЖКТ
Диаметр электрода 2,0 мм
Сила тока 70-100 А
Диаметр прутка 2,0 мм
№ сопла 5-6
Расход газа 7-10 л/мин
Средний расход проволоки на 1 м шва 37-45 г
Рекомендации по сварке:
Сварка с предварительным подогревом до 200-250 °C. Подогрев можно производить сварочной дугой при небольших габаритах заготовки.
Возможные проблемы по сварке
Характеристики
Вид сварки TIG сварка
Тип задачи Токопроводящие шины, флюгер, турка, посуда, вазы
Металл Медь М1, М2
Марка вольфрамого электрода WGLa 15, WGY 20, WLa15, WTh 20
Марка прутка М1, М2, МНЖКТ
Диаметр электрода 2,4 мм
Сила тока 110-150 А
Диаметр прутка 2,4 мм
№ сопла 7-8
Расход газа 10-12 л/мин
Средний расход проволоки на 1 м шва 90-110 г
Рекомендации по сварке:
Сварка с предварительным подогревом до 200-250 °C. Подогрев можно производить сварочной дугой при небольших габаритах заготовки.
Возможные проблемы по сварке
Характеристики
Вид сварки TIG сварка
Тип задачи Паропроводы, теплообменники, катушки, термопары, баки для воды
Металл Титан ВТ-1
Марка вольфрамого электрода WGLa 15, WGY 20, WLa15, WTh 20
Диаметр электрода 2,0 мм
Марка прутка ВТ-1
Сила тока 25-60 А
Диаметр прутка 1,6 мм
№ сопла линза 7-8
Расход газа 15-20 л/мин
Средний расход проволоки на 1 м шва 68-42 г
Рекомендации по сварке:
Активно взаимодействует с воздухом. Использование газовых линз, систем дополнительного поддува защитного газа, сварка короткими швами.
Возможные проблемы по сварке
Характеристики
Вид сварки TIG сварка
Тип задачи Паропроводы, теплообменники, катушки, термопары, баки для воды
Металл Титан ВТ-1
Марка вольфрамого электрода WGLa 15, WGY 20, WLa15, WTh 20
Диаметр электрода 2,0-2,4 мм
Марка прутка ВТ-1
Сила тока 100-110 А
Диаметр прутка 2,0-2,4 мм
№ сопла линза 7-8
Расход газа 23-27 л/мин
Средний расход проволоки на 1 м шва 75-80 г
Рекомендации по сварке:
Активно взаимодействует с воздухом. Использование газовых линз, систем дополнительного поддува защитного газа, сварка короткими швами.
Возможные проблемы по сварке
Характеристики
Вид сварки TIG сварка
Тип задачи Корпуса редукторов/коробок, картeры, запорная арматура
Металл Алюминиевые сплавы: - кремниевые типа АД - магниевые типа АМГ
Марка вольфрамого электрода WGLa 15, WZR 8
Марка прутка ER4043, ER5356
Диаметр электрода 2,0 мм
Сила тока 50-70 А
Диаметр прутка 1,6-2,0 мм
№ сопла 5-6
Расход газа 7-8 л/мин
Cредний расход проволоки на 1 м шва 40-55 г
Рекомендации по сварке:
Основная трудность присутствие окисной пленки Al2O3, с температурой плавления 2044 °C, в то время как температура плавления самого алюминия составляет около 660 °C. Сварка производиться на переменном токе.
Возможные проблемы по сварке
Характеристики
Вид сварки TIG сварка
Тип задачи Корпуса редукторов/коробок, картeры, запорная арматура
Металл Алюминиевые сплавы: - кремниевые типа АД - магниевые типа АМГ
Марка вольфрамого электрода WGLa 15, WZR 8
Марка прутка ER4043,ER5356
Диаметр электрода 2,0 мм
Сила тока 100-120 А
Диаметр прутка 2,0 мм
№ сопла 6-7
Расход газа 8-10 л/мин
Средний расход проволоки на 1 м шва 65-72 г
Рекомендации по сварке:
Основная трудность присутствие окисной пленки Al2O3, с температурой плавления 2044 °C, в то время как температура плавления самого алюминия составляет около 660 °C. Сварка производиться на переменном токе.
Возможные проблемы по сварке
Характеристики
Вид сварки TIG сварка
Тип задачи Корпуса редукторов/коробок, картeры, запорная арматура
Металл Алюминиевые сплавы: - кремниевые типа АД - магниевые типа АМГ
Марка вольфрамого электрода WGLa 15, WZR 8
Марка прутка ER4043,ER5356
Диаметр электрода 2,0 мм
Сила тока 160-180 А
Диаметр прутка 2,4 мм
№ сопла 6-7
Расход газа 8-10 л/мин
Средний расход проволоки на 1 м шва 65-72 г
Рекомендации по сварке:
Основная трудность присутствие окисной пленки Al2O3, с температурой плавления 2044 °C, в то время как температура плавления самого алюминия составляет около 660 °C. Сварка производиться на переменном токе.
Возможные проблемы по сварке
Характеристики
Вид сварки TIG сварка
Тип задачи Печи, баки, колосники, перила для бассейнов, полотенцесушители
Металл Нержавеющие сплавы: Немагнитные: 08Х18Н10 (AISI 304) Магнитные: 12Х17 (AISI 430)
Марка вольфрамого электрода WGLa 15, WGY 20, WLa15, WTh 20
Марка прутка ER 316, ER 308
Диаметр электрода 2,0 мм
Сила тока 45-60 А
Диаметр прутка 0,8-2,0 мм
№ сопла линза 6-7
Расход газа 12-15 л/мин
Средний расход проволоки на 1 м шва 90-110 г
Рекомендации по сварке:
Активно взаимодействует с воздухом. Использование газовых линз и дополнительного поддува газа. Использование импульсных режимов для получения качественного шва. Цвета побежалости от серебристого до серого. Серый цвет перегрев.
Возможные проблемы по сварке
Характеристики
Вид сварки TIG сварка
Тип задачи Печи, баки, колосники, перила для бассейнов, полотенцесушители
Металл Нержавеющие сплавы: Немагнитные: 08Х18Н10 (AISI 304) Магнитные: 12Х17 (AISI 430)
Марка вольфрамого электрода WGLa 15, WGY 20, WLa15, WTh 20
Марка прутка ER 316, ER 308
Диаметр электрода 2,0 мм
Сила тока 45-90 А
Диаметр прутка 2,0-2,4 мм
№ сопла линза 7-8
Расход газа 12-15 л/мин
Средний расход проволоки на 1 м шва 90-110 г
Рекомендации по сварке:
Активно взаимодействует с воздухом. Использование газовых линз и дополнительного поддува газа. Использование импульсных режимов для получения качественного шва. Цвета побежалости от серебристого до серого. Серый цвет перегрев.
Возможные проблемы по сварке
Характеристики
Вид сварки TIG сварка
Тип задачи Печи, баки, колосники, перила для бассейнов, полотенцесушители
Металл Нержавеющие сплавы: Немагнитные: 08Х18Н10 (AISI 304) Магнитные: 12Х17 (AISI 430)
Марка вольфрамого электрода WGLa 15, WGY 20, WLa15, WTh 20
Марка прутка ER 316, ER 308
Диаметр электрода 2,0 мм
Сила тока 90-160 А
Диаметр прутка 2,0-2,4 мм
№ сопла линза 7-8
Расход газа 12-15 л/мин
Средний расход проволоки на 1 м шва 120-200 г
Рекомендации по сварке:
Активно взаимодействует с воздухом. Использование газовых линз и дополнительного поддува газа. Использование импульсных режимов для получения качественного шва. Цвета побежалости от серебристого до серого. Серый цвет перегрев.
Возможные проблемы по сварке
Характеристики
Вид сварки TIG сварка
Тип задачи Печи, баки, колосники, перила для бассейнов, полотенцесушители
Металл Нержавеющие сплавы: Немагнитные: 08Х18Н10 (AISI 304) Магнитные: 12Х17 (AISI 430)
Марка вольфрамого электрода WGLa 15, WGY 20, WLa15, WTh 20
Марка прутка ER 316, ER 308
Диаметр электрода 2,4-3,2 мм
Сила тока 170-190 А
Диаметр прутка 2,4-3,2 мм
№ сопла линза 7-8
Расход газа 4-18 л/мин
Средний расход проволоки на 1 м шва 290-310 г
Рекомендации по сварке:
Активно взаимодействует с воздухом. Использование газовых линз и дополнительного поддува газа. Использование импульсных режимов для получения качественного шва. Цвета побежалости от серебристого до серого. Серый цвет перегрев.
Возможные проблемы по сварке
Характеристики
Вид сварки TIG сварка
Тип задачи Мебель Лофт, столы, стулья, решетки, стеллажи
Металл Углеродистые стали Ст.3, Ст20, Ст 45
Марка вольфрамого электрода WGLa 15, WGY 20, WLa15, WTh 20
Марка прутка ER 70S-6, CВ-08Г2С
Диаметр электрода 2,0 мм
Сила тока 15-35 А
Диаметр прутка 1,0-1,6 мм
№ сопла 6-7
Расход газа 6-7 л/мин
Средний расход проволоки на 1 м шва 37-56 г
Рекомендации по сварке:
Возможные проблемы по сварке
Характеристики
Вид сварки TIG сварка
Тип задачи Мебель Лофт, столы, стулья, решетки, стеллажи
Металл Углеродистые стали Ст.3, Ст20, Ст 45
Марка вольфрамого электрода WGLa 15, WGY 20, WLa15, WTh 20
Марка прутка ER 70S-6, CВ-08Г2С
Диаметр электрода 2,0-2,4 мм
Сила тока 35-110 А
Диаметр прутка 1,6 мм
№ сопла 7-8
Расход газа 7-8 л/мин
Средний расход проволоки на 1 м шва 56-90 г
Рекомендации по сварке:
Возможные проблемы по сварке
Характеристики
Вид сварки TIG сварка
Тип задачи Ворота, заборы, калитки, двери, лестницы, козырьки, мангалы, петли
Металл Углеродистые стали Ст.3, Ст20, Ст 45
Марка вольфрамого электрода WGLa 15, WGY 20, WLa15, WTh 20
Марка прутка ER 70S-6, CВ-08Г2С
Диаметр электрода 2,4 мм
Сила тока 130-160 А
Диаметр прутка 2,4 мм
№ сопла 7-8
Расход газа 10-14 л/мин
Средний расход проволоки на 1 м шва 85-98 г
Рекомендации по сварке:
Основная трудность угар углерода во время сварки, визуально похоже на пену. В сварочную ванну необходимо добавить легирующие элементы, например произвести сварку нержавеющим прутком ER308LSI.
Возможные проблемы по сварке
Характеристики
Вид сварки TIG сварка
Тип задачи Ворота, заборы, калитки, двери, лестницы, козырьки, мангалы, петли
Металл Углеродистые стали Ст.3, Ст20, Ст 45
Марка вольфрамого электрода WGLa 15, WGY 20, WLa15, WTh 20
Марка прутка ER 70S-6, CВ-08Г2С
Диаметр электрода 2,4-3,2 мм
Сила тока 160-170 А
Диаметр прутка 2,4-3,2 мм
№ сопла 8-10
Расход газа 12-16 л/мин
Средний расход проволоки на 1 м шва 98-105 г
Рекомендации по сварке:
Основная трудность угар углерода во время сварки, визуально похоже на пену. В сварочную ванну необходимо добавить легирующие элементы, например произвести сварку нержавеющим прутком ER308LSI.
Возможные проблемы по сварке
Характеристики
Вид сварки MMA сварка
Тип задачи Тиски, блоки двигателей, блоки редукторов, запорная арматура, плуг
Металл Серый и ковкий чугун. Тип СЧ15, КЧ-30 и т.д
Тип электрода ОЗЧ-6, ЦЧ-4
Диаметр электрода 2,5-3,0 мм
Сила тока 60-100 А
Толщина металла 2,0-4,0 мм
Зазор 2 мм
Количество проходов 1-2 шт
Разделка кромок Односторонняя V-образная
Среднее количество электродов в 1 кг Ø 2,5мм-50 шт, Ø 3мм-40 шт
Рекомендации по сварке:
Прогрев перед сваркой до 200 °C.
Сварку производят короткими швами до 50 мм с простукиванием сварного шва молотком.
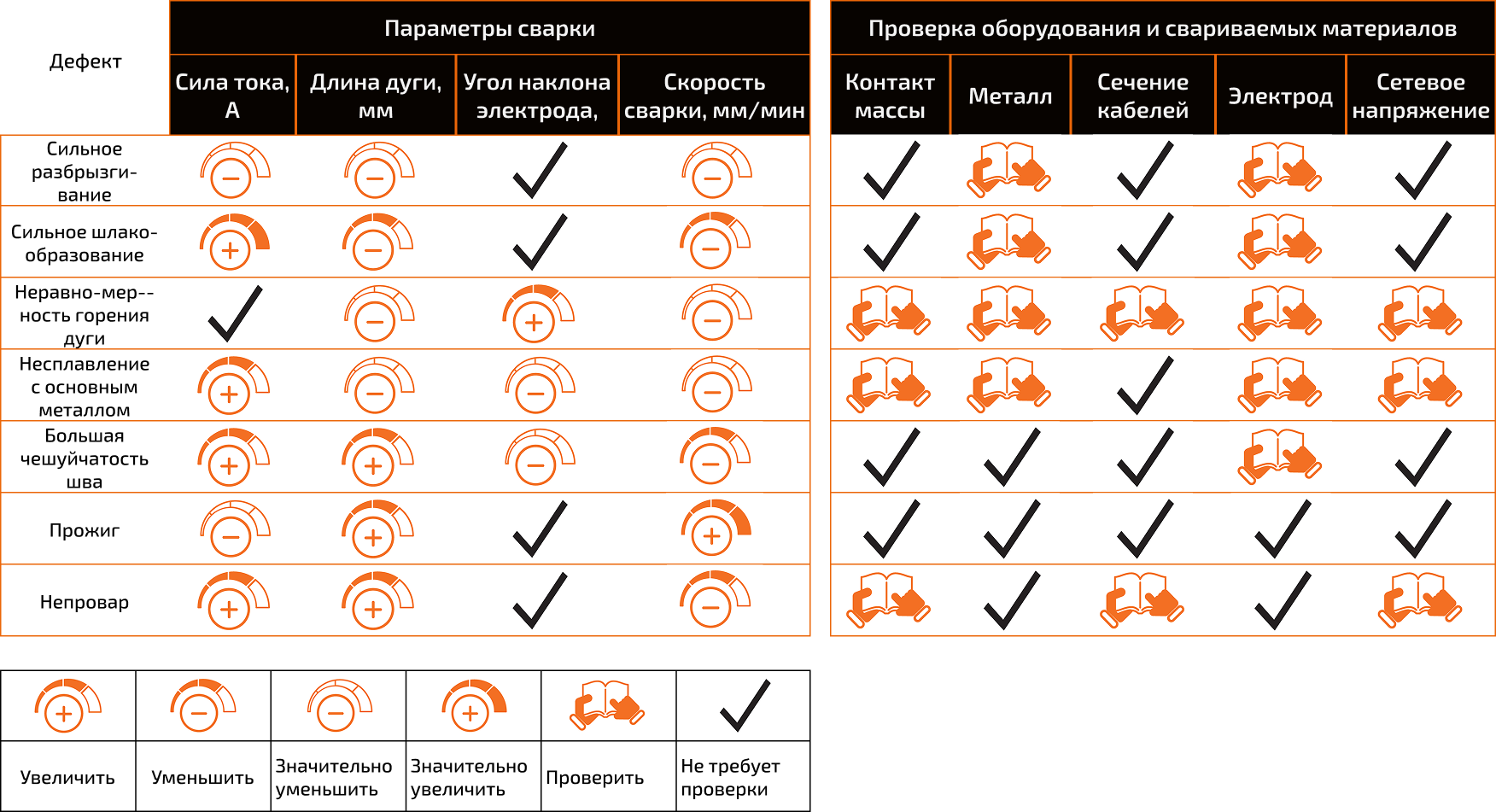
Возможные проблемы по сварке
Характеристики
Вид сварки MMA сварка
Тип задачи Тиски, блоки двигателей, блоки редукторов, запорная арматура, плуг
Металл Серый и ковкий чугун. Тип СЧ15, КЧ-30 и т.д
Тип электрода ОЗЧ-6, ЦЧ-4
Диаметр электрода 4,0 мм
Сила тока 130-160 А
Толщина металла 4,0-8,0 мм
Зазор 2-3 мм
Количество проходов 2-4 шт
Разделка кромок Двухсторонняя K, Х- образная или Односторонняя V-образная
Среднее количество электродов в 1 кг Ø 4мм-20 шт
Рекомендации по сварке:
Прогрев перед сваркой до 200 °C.
Сварку производят короткими швами до 50 мм с простукиванием сварного шва молотком.
Возможные проблемы по сварке
Характеристики
Вид сварки MMA сварка
Тип задачи Тиски, блоки двигателей, блоки редукторов, запорная арматура, плуг
Металл Серый и ковкий чугун. Тип СЧ15, КЧ-30 и т.д
Тип электрода ОЗЧ-6, ЦЧ-4
Диаметр электрода 4,0-5,0 мм
Сила тока 160-200 А
Толщина металла 8,0 и более
Зазор 3-4 мм
Количество проходов 3-4 шт
Разделка кромок Двухсторонняя K, Х-образная
Среднее количество электродов в 1 кг Ø 5мм-15 шт, Ø 4мм-20 шт
Рекомендации по сварке:
Прогрев перед сваркой до 200 °C.
Сварку производят короткими швами до 50 мм с простукиванием сварного шва молотком.
Возможные проблемы по сварке
Характеристики
Вид сварки MMA сварка
Тип задачи Корпуса редукторов/коробок, картeры, запорная арматура
Металл Литейный алюминий. Тип АЛ2, АЛ4 и т.д
Тип электрода ОЗА-1, ОЗА-2
Диаметр электрода 4,0 мм
Сила тока 100-120 А
Толщина металла 4,0-8,0 мм
Зазор 2-3 мм
Количество проходов 2-4 шт
Разделка кромок Двухсторонняя K, Х-образная или Односторонняя V-образная
Среднее количество электродов в 1 кг 57
Рекомендации по сварке:
Прогрев перед сваркой до 250-400 °C.
Перед сваркой очистка кромок и околошовной зоны от загрязнений и окислов. Сварку производят короткими швами до 100 мм.
Возможные проблемы по сварке
Характеристики
Вид сварки MMA сварка
Тип задачи Корпуса редукторов/коробок, картeры, запорная арматура
Металл Литейный алюминий. Тип АЛ2, АЛ4 и т.д
Тип электрода ОЗА-1, ОЗА-2
Диаметр электрода 4,0-5,0 мм
Сила тока 120-150 А
Толщина металла 8,0 и более
Зазор 3-4 мм
Количество проходов 3-4
Разделка кромок Двухсторонняя K, Х-образная
Среднее количество электродов в 1 кг Ø 5мм-36 шт, Ø 4мм-57 шт
Рекомендации по сварке:
Прогрев перед сваркой до 250-400 °C.
Перед сваркой очистка кромок и околошовной зоны от загрязнений и окислов. Сварку производят короткими швами до 100 мм.
Возможные проблемы по сварке
Характеристики
Вид сварки MMA сварка
Тип задачи Паропроводы, сосуды, баки, бочки, фланцы, перила, мангалы
Металл Жаростойкие и жаропрочные. Тип типа 12Х18Н9Т (AISI321), 08Х18Н10Т , 03Х17Н14М3 (AISI 316) и т.д
Тип электрода ЦТ-15, 316 L
Диаметр электрода 2,0-2,5 мм
Сила тока 60-90 А
Толщина металла 1,5,0-3,0 мм
Зазор 0-2 мм
Количество проходов 1 шт
Разделка кромок Без разделки
Среднее количество электродов в 1 кг Ø2,0 мм-106шт, Ø 2,5 мм-67 шт
Рекомендации по сварке:
Не допускать перегрева стержня электрода. Обратная полярность.
Возможные проблемы по сварке
Характеристики
Вид сварки MMA сварка
Тип задачи Паропроводы, сосуды, баки, бочки, фланцы, перила, мангалы
Металл Жаростойкие и жаропрочные. Тип типа 12Х18Н9Т (AISI321), 08Х18Н10Т , 03Х17Н14М3 (AISI 316) и т.д
Тип электрода ЦТ-15, 316 L
Диаметр электрода 2,5-3,0 мм
Сила тока 70-110 А
Толщина металла 3,0-5,0 мм
Зазор 1-2 мм
Количество проходов 1 шт
Разделка кромок Односторонняя V-образная
Среднее количество электродов в 1 кг Ø 2,5 мм-67 шт, Ø3,0 мм-47 шт
Рекомендации по сварке:
Не допускать перегрева стержня электрода. Обратная полярность.
Возможные проблемы по сварке
Характеристики
Вид сварки MMA сварка
Тип задачи Паропроводы, сосуды, баки, бочки, фланцы, перила, мангалы
Металл Жаростойкие и жаропрочные. Тип типа 12Х18Н9Т (AISI321), 08Х18Н10Т , 03Х17Н14М3 (AISI 316) и т.д
Тип электрода ЦТ-15, 316 L
Диаметр электрода 3,0-4,0 мм
Сила тока 120-160 А
Толщина металла 5,0-8,0 мм
Зазор 2-3 мм
Количество проходов 2-4 шт
Разделка кромок Двухсторонняя K, Х- образная или Односторонняя V-образная
Среднее количество электродов в 1 кг Ø3,0 мм-47 шт, Ø 4мм-26 шт
Рекомендации по сварке:
Не допускать перегрева стержня электрода. Обратная полярность.
Возможные проблемы по сварке
Характеристики
Вид сварки MMA сварка
Тип задачи Паропроводы, сосуды, баки, бочки, фланцы, перила, мангалы
Металл Жаростойкие и жаропрочные. Тип типа 12Х18Н9Т (AISI321), 08Х18Н10Т , 03Х17Н14М3 (AISI 316) и т.д
Тип электрода ЦТ-15, 316 L
Диаметр электрода 4,0-5,0 мм
Сила тока 140-190 А
Толщина металла 8,0 и более
Зазор 3-4 мм
Количество проходов 3-4 шт
Разделка кромок Двухсторонняя K, Х-образная
Среднее количество электродов в 1 кг Ø 5мм-15 шт, Ø 4мм-26 шт
Рекомендации по сварке:
Не допускать перегрева стержня электрода. Обратная полярность.
Возможные проблемы по сварке
Характеристики
Вид сварки MMA сварка
Тип задачи Баки для воды, посуда, радиаторы, дистилляторы, коптильни
Металл Коррозионно-стойкие. Тип тип 12X13 (AISI409), 08Х13 и т.д
Тип электрода УОНИ13/НЖ 12X13, 308 L
Диаметр электрода 1,5-2,5 мм
Сила тока 60-100 А
Толщина металла 2,0-3,0 мм
Зазор 0-2 мм
Количество проходов 1 шт
Разделка кромок Без разделки
Среднее количество электродов в 1 кг Ø2,0 мм-101шт, Ø 2,5 мм-68 шт
Рекомендации по сварке:
Не допускать перегрева стержня электрода. Обратная полярность.
Возможные проблемы по сварке
Характеристики
Вид сварки MMA сварка
Тип задачи Баки для воды, посуда, радиаторы, дистилляторы, коптильни
Металл Коррозионно-стойкие. Тип тип 12X13 (AISI409), 08Х13 и т.д
Тип электрода УОНИ13/НЖ 12X13, 308 L
Диаметр электрода 2,5-3,0 мм
Сила тока 70-100 А
Толщина металла 3,0-5,0 мм
Зазор 1-2 мм
Количество проходов 1 шт
Разделка кромок Односторонняя V-образная
Среднее количество электродов в 1 кг Ø 2,5 мм-68 шт, Ø3,0 мм-45 шт
Рекомендации по сварке:
Не допускать перегрева стержня электрода. Обратная полярность.
Возможные проблемы по сварке
Характеристики
Вид сварки MMA сварка
Тип задачи Баки для воды, посуда, радиаторы, дистилляторы, коптильни
Металл Коррозионно-стойкие. Тип тип 12X13 (AISI409), 08Х13 и т.д
Тип электрода УОНИ13/НЖ 12X13, 308 L
Диаметр электрода 3,0-4,0 мм
Сила тока 110-150 А
Толщина металла 5,0-8,0 мм
Зазор 2-3 мм
Количество проходов 2-4 шт
Разделка кромок Двухсторонняя K, Х- образная или Односторонняя V-образная
Среднее количество электродов в 1 кг Ø3,0 мм-45 шт, Ø 4мм-23 шт
Рекомендации по сварке:
Не допускать перегрева стержня электрода. Обратная полярность.
Возможные проблемы по сварке
Характеристики
Вид сварки MMA сварка
Тип задачи Баки для воды, посуда, радиаторы, дистилляторы, коптильни
Металл Коррозионно-стойкие. Тип тип 12X13 (AISI409), 08Х13 и т.д
Тип электрода УОНИ13/НЖ 12X13, 308L
Диаметр электрода 4,0-5,0 мм
Сила тока 140-190 А
Толщина металла 8,0 и более
Зазор 3-4 мм
Количество проходов 3-4 шт
Разделка кромок Двухсторонняя K, Х-образная
Среднее количество электродов в 1 кг Ø 4мм-23 шт, Ø 5мм-13 шт
Рекомендации по сварке:
Не допускать перегрева стержня электрода. Обратная полярность.
Возможные проблемы по сварке
Характеристики
Вид сварки MMA сварка
Тип задачи Трубы, паропроводы, сосуды под давлением, станины, фермы
Металл Углеродистые и низколегированные, ответственные. Тип Ст. 45, 15ХСНД, 09Г2С
Тип электрода УОНИИ 13/55, УОНИИ 13/45, LB-52U
Диаметр электрода 2,0-2,5 мм
Сила тока 60-100 А
Толщина металла 1,5-3,0 мм
Зазор 0-2 мм
Количество проходов 1 шт
Разделка кромок Без разделки
Среднее количество электродов в 1 кг Ø2,0 мм-98 шт, Ø 2,5 мм-55 шт
Рекомендации по сварке:
Сварка короткой дугой. Обратная полярность.
Возможные проблемы по сварке
Характеристики
Вид сварки MMA сварка
Тип задачи Трубы, паропроводы, сосуды под давлением, станины, фермы
Металл Углеродистые и низколегированные, ответственные. Тип Ст. 45, 15ХСНД, 09Г2С
Тип электрода УОНИИ 13/55, УОНИИ 13/45, LB-52U
Диаметр электрода 2,5-3,0 мм
Сила тока 70-120 А
Толщина металла 3,0-5,0 мм
Зазор 1-2 мм
Количество проходов 1 шт
Разделка кромок Односторонняя V-образная
Среднее количество электродов в 1 кг Ø 2,5 мм-55 шт, Ø3,0 мм-40 шт
Рекомендации по сварке:
Сварка короткой дугой. Обратная полярность.
Возможные проблемы по сварке
Характеристики
Вид сварки MMA сварка
Тип задачи Трубы, паропроводы, сосуды под давлением, станины, фермы
Металл Углеродистые и низколегированные, ответственные. Тип Ст. 45, 15ХСНД, 09Г2С
Тип электрода УОНИИ 13/55, УОНИИ 13/45, LB-52U
Диаметр электрода 3,0-4,0 мм
Сила тока 110-150 А
Толщина металла 4,0-8,0 мм
Зазор 2-3 мм
Количество проходов 2-4 шт
Разделка кромок Двухсторонняя K, Х- образная или Односторонняя V-образная
Среднее количество электродов в 1 кг Ø3,0 мм 40 шт. Ø 4мм-16 шт
Рекомендации по сварке:
Сварка короткой дугой. Обратная полярность.
Возможные проблемы по сварке
Характеристики
Вид сварки MMA сварка
Тип задачи Трубы, паропроводы, сосуды под давлением, станины, фермы
Металл Углеродистые и низколегированные, ответственные. Тип Ст. 45, 15ХСНД, 09Г2С
Тип электрода УОНИИ 13/55, УОНИИ 13/45, LB-52U
Диаметр электрода 4,0-5,0 мм
Сила тока 140-190 А
Толщина металла 8,0 и более
Зазор 3-4 мм
Количество проходов 3-4 шт
Разделка кромок Двухсторонняя K, Х-образная
Среднее количество электродов в 1 кг Ø 4мм-16 шт, Ø 5мм-11 шт
Рекомендации по сварке:
Сварка короткой дугой. Обратная полярность.
Возможные проблемы по сварке
Характеристики
Вид сварки MMA сварка
Тип задачи Мебель Лофт, столы, стулья, решетки, стеллажи
Металл Углеродистые, конструкционные. Тип Ст.3, Ст. 20, 09 Г2 и т.д
Тип электрода ОЗС-12, ОК 46, МР-3, АНО-4
Диаметр электрода 4,0-5,0 мм
Сила тока 140-190 А
Толщина металла 1,5-3,0 мм
Зазор 0 мм
Количество проходов 1 шт
Разделка кромок Без разделки
Среднее количество электродов в 1 кг Ø 4мм-16 шт, Ø 5мм-11 шт
Рекомендации по сварке:
Сварка короткой дугой, не допускать затекание шлада перед сварочной ванной. Обратная полярность.
Возможные проблемы по сварке
Характеристики
Вид сварки MMA сварка
Тип задачи Мебель Лофт, столы, стулья, решетки, стеллажи
Металл Углеродистые, конструкционные. Тип Ст.3, Ст. 20, 09 Г2 и т.д
Тип электрода ОЗС-12, ОК 46, МР-3, АНО-4
Диаметр электрода 2,5-3,0 мм
Сила тока 70-120 А
Толщина металла 3,0-5,0 мм
Зазор 1-2 мм
Количество проходов 1 шт
Разделка кромок Односторонняя V-образная
Среднее количество электродов в 1 кг Ø 2,5 мм-55 шт, Ø3,0 мм-40 шт
Рекомендации по сварке:
Сварка короткой дугой, не допускать затекание шлада перед сварочной ванной. Обратная полярность.
Возможные проблемы по сварке
Характеристики
Вид сварки MMA сварка
Тип задачи Ворота, заборы, калитки, двери, лестницы, козырьки, мангалы, петли
Металл Углеродистые, конструкционные. Тип Ст.3, Ст. 20, 09 Г2 и т.д
Тип электрода ОЗС-12, ОК 46, МР-3, АНО-4
Диаметр электрода 3,0-4,0 мм
Сила тока 110-150 А
Толщина металла 4,0-8,0 мм
Зазор 2-3 мм
Количество проходов 2-4 шт
Разделка кромок Двухсторонняя K, Х-образная или Односторонняя V-образная
Среднее количество электродов в 1 кг Ø3,0 мм-40 шт, Ø 4мм-16 шт
Рекомендации по сварке:
Сварка короткой дугой, не допускать затекание шлада перед сварочной ванной. Обратная полярность.
Возможные проблемы по сварке
Характеристики
Вид сварки MMA сварка
Тип задачи Ворота, заборы, калитки, двери, лестницы, козырьки, мангалы, петли
Металл Углеродистые, конструкционные. Тип Ст.3, Ст. 20, 09 Г2 и т.д
Тип электрода ОЗС-12, ОК 46, МР-3, АНО-4
Диаметр электрода 4,0-5,0 мм
Сила тока 140-190 А
Толщина металла 8,0 и более
Зазор 3-4 мм
Количество проходов 3-4 шт
Разделка кромок Двухсторонняя K, Х- образная
Среднее количество электродов в 1 кг Ø 4мм-16 шт, Ø 5мм-11 шт
Рекомендации по сварке:
Сварка короткой дугой, не допускать затекание шлада перед сварочной ванной. Обратная полярность.
Возможные проблемы по сварке
Характеристики
Вид сварки MIG/MAG сварка
Тип задачи Ворота, заборы, калитки, двери, лестницы, козырьки, мангалы, петли
Металл Углеродистые, конструкционные. Тип Ст.3, Ст. 20, 09 Г2 и т.д
Тип проволоки CHW-50C6SM
Скорость подачи проволоки 3,0-3,2 м/мин
Напряжение на дуге смесь – 14,0-14,8 В, СО2 – 15,0-16,5 В
Диаметр проволоки 0,6 мм
Расход газа 4-5 л/мин
Вылет проволоки 8 мм
Зазор 0 мм
Средний расход на 1 м шва проволока-32 г, газ-20 г
Рекомендации по сварке:
Перед началом работы не забудьте проверить следующее:
- • Оборудование.
- • Соответствие диаметра сварочного наконечника.
- • Соответствие типа и диаметра направляющего канала.
- • Режимы сварки в зависимости от задач.
- • Расход защитного газа.
- • Усилие зажима сварочной проволоки.
Общие:
• Во время процесса сварки удерживайте вылет сварочной проволоки и скорость сварки постоянными.
• Свариваемое изделие должно быть очищено от грязи и ржавчины.
• Убедитесь в правильном выборе разделки кромок
• При проведении работ на транспортном средстве отсоедините аккумулятор.
• Устанавливайте зажим массы как можно ближе к месту сварки.
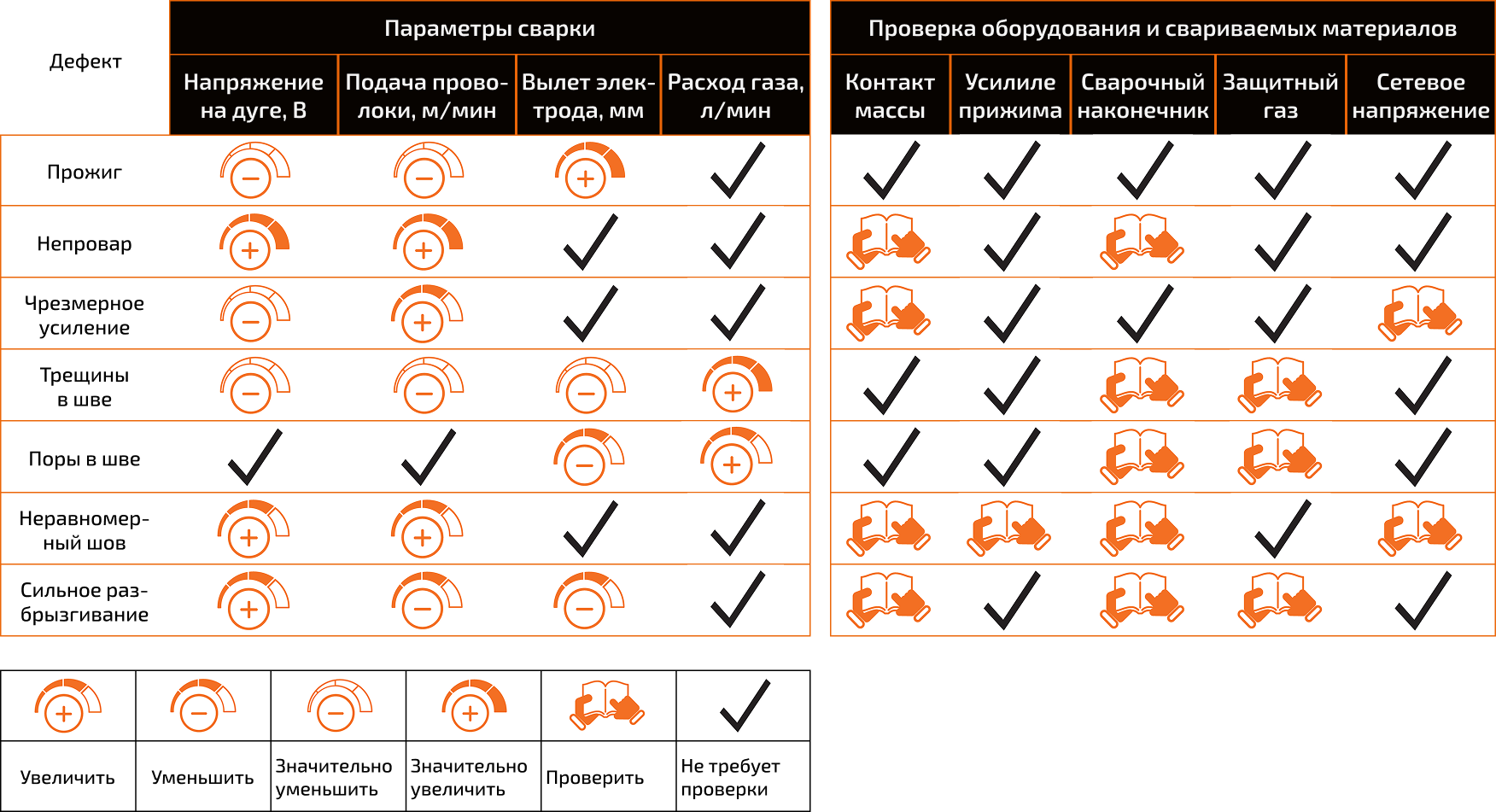
Возможные проблемы по сварке
Характеристики
Вид сварки MIG/MAG сварка
Тип задачи Ворота, заборы, калитки, двери, лестницы, козырьки, мангалы, петли
Металл Углеродистые, конструкционные. Тип Ст.3, Ст. 20, 09 Г2 и т.д
Тип проволоки CHW-50C6SM
Скорость подачи проволоки 3,0-3,2 м/мин
Напряжение на дуге смесь – 14,0-14,8 В, СО2 – 15,0-16,5 В
Диаметр проволоки 0,6 мм
Расход газа 4-5 л/мин
Вылет проволоки 8 мм
Зазор 0 мм
Средний расход на 1 м шва проволока-32 г, газ-20 г
Рекомендации по сварке:
Перед началом работы не забудьте проверить следующее:
- • Оборудование.
- • Соответствие диаметра сварочного наконечника.
- • Соответствие типа и диаметра направляющего канала.
- • Режимы сварки в зависимости от задач.
- • Расход защитного газа.
- • Усилие зажима сварочной проволоки.
Общие:
• Во время процесса сварки удерживайте вылет сварочной проволоки и скорость сварки постоянными.
• Свариваемое изделие должно быть очищено от грязи и ржавчины.
• Убедитесь в правильном выборе разделки кромок
• При проведении работ на транспортном средстве отсоедините аккумулятор.
• Устанавливайте зажим массы как можно ближе к месту сварки.
Возможные проблемы по сварке
Характеристики
Вид сварки MIG/MAG сварка
Тип задачи Ворота, заборы, калитки, двери, лестницы, козырьки, мангалы, петли
Металл Углеродистые, конструкционные. Тип Ст.3, Ст. 20, 09 Г2 и т.д
Тип проволоки CHW-50C6SM
Скорость подачи проволоки 3,4-3,7 м/мин
Напряжение на дуге смесь – 16,0-16,5 В, СО2 – 17,0-17,5 В
Диаметр проволоки 0,8 мм
Расход газа 5-6 л/мин
Вылет проволоки 8 мм
Зазор 0 мм
Средний расход на 1 м шва проволока-51 г, газ-27 г
Рекомендации по сварке:
Перед началом работы не забудьте проверить следующее:
- • Оборудование.
- • Соответствие диаметра сварочного наконечника.
- • Соответствие типа и диаметра направляющего канала.
- • Режимы сварки в зависимости от задач.
- • Расход защитного газа.
- • Усилие зажима сварочной проволоки.
Общие:
• Во время процесса сварки удерживайте вылет сварочной проволоки и скорость сварки постоянными.
• Свариваемое изделие должно быть очищено от грязи и ржавчины.
• Убедитесь в правильном выборе разделки кромок
• При проведении работ на транспортном средстве отсоедините аккумулятор.
• Устанавливайте зажим массы как можно ближе к месту сварки.
Возможные проблемы по сварке
Характеристики
Вид сварки MIG/MAG сварка
Тип задачи Ворота, заборы, калитки, двери, лестницы, козырьки, мангалы, петли
Металл Углеродистые, конструкционные. Тип Ст.3, Ст. 20, 09 Г2 и т.д
Тип проволоки CHW-50C6SM
Скорость подачи проволоки 4,0-5,0 м/мин
Напряжение на дуге смесь – 16,2-17,0 В, СО2 – 17,2-18,0 В
Диаметр проволоки 0,8 мм
Расход газа 6-7 л/мин
Вылет проволоки 9 мм
Зазор 0 мм
Средний расход на 1 м шва проволока-91 г, газ- 49 г
Рекомендации по сварке:
Перед началом работы не забудьте проверить следующее:
- • Оборудование.
- • Соответствие диаметра сварочного наконечника.
- • Соответствие типа и диаметра направляющего канала.
- • Режимы сварки в зависимости от задач.
- • Расход защитного газа.
- • Усилие зажима сварочной проволоки.
Общие:
• Во время процесса сварки удерживайте вылет сварочной проволоки и скорость сварки постоянными.
• Свариваемое изделие должно быть очищено от грязи и ржавчины.
• Убедитесь в правильном выборе разделки кромок
• При проведении работ на транспортном средстве отсоедините аккумулятор.
• Устанавливайте зажим массы как можно ближе к месту сварки.
Возможные проблемы по сварке
Характеристики
Вид сварки MIG/MAG сварка
Тип задачи Ворота, заборы, калитки, двери, лестницы, козырьки, мангалы, петли
Металл Углеродистые, конструкционные. Тип Ст.3, Ст. 20, 09 Г2 и т.д
Тип проволоки CHW-50C6SM
Скорость подачи проволоки 5,2-6,0 м/мин
Напряжение на дуге смесь – 17,0-18,0 В, СО2 –19,0 В
Диаметр проволоки 0,8 мм
Расход газа 8-9 л/мин
Вылет проволоки 9 мм
Зазор 0 мм
Средний расход на 1 м шва проволока-99 г, газ-52 г
Рекомендации по сварке:
Перед началом работы не забудьте проверить следующее:
- • Оборудование.
- • Соответствие диаметра сварочного наконечника.
- • Соответствие типа и диаметра направляющего канала.
- • Режимы сварки в зависимости от задач.
- • Расход защитного газа.
- • Усилие зажима сварочной проволоки.
Общие:
• Во время процесса сварки удерживайте вылет сварочной проволоки и скорость сварки постоянными.
• Свариваемое изделие должно быть очищено от грязи и ржавчины.
• Убедитесь в правильном выборе разделки кромок
• При проведении работ на транспортном средстве отсоедините аккумулятор.
• Устанавливайте зажим массы как можно ближе к месту сварки.
Возможные проблемы по сварке
Характеристики
Вид сварки MIG/MAG сварка
Тип задачи Ворота, заборы, калитки, двери, лестницы, козырьки, мангалы, петли
Металл Углеродистые, конструкционные. Тип Ст.3, Ст. 20, 09 Г2 и т.д
Тип проволоки CHW-50C6SM
Скорость подачи проволоки 6,3-7,0 м/мин
Напряжение на дуге смесь – 18,5-19,0 В, СО2 – 19,5-19,0 В
Диаметр проволоки 0,8 мм
Расход газа 9-10 л/мин
Вылет проволоки 10 мм
Зазор 1,0-1,5 мм
Средний расход на 1 м шва проволока-100 г, газ-56 г
Рекомендации по сварке:
Перед началом работы не забудьте проверить следующее:
- • Оборудование.
- • Соответствие диаметра сварочного наконечника.
- • Соответствие типа и диаметра направляющего канала.
- • Режимы сварки в зависимости от задач.
- • Расход защитного газа.
- • Усилие зажима сварочной проволоки.
Общие:
• Во время процесса сварки удерживайте вылет сварочной проволоки и скорость сварки постоянными.
• Свариваемое изделие должно быть очищено от грязи и ржавчины.
• Убедитесь в правильном выборе разделки кромок
• При проведении работ на транспортном средстве отсоедините аккумулятор.
• Устанавливайте зажим массы как можно ближе к месту сварки.
Возможные проблемы по сварке
Характеристики
Вид сварки MIG/MAG сварка
Тип задачи Ворота, заборы, калитки, двери, лестницы, козырьки, мангалы, петли
Металл Углеродистые, конструкционные. Тип Ст.3, Ст. 20, 09 Г2 и т.д
Тип проволоки CHW-50C6SM
Скорость подачи проволоки 5,0-5,9 м/мин
Напряжение на дуге смесь – 18,8-19,5 В, СО2 – 19,8-21,0 В
Диаметр проволоки 1,0 мм
Расход газа 10-14 л/мин
Вылет проволоки 11 мм
Зазор 2,0 мм
Средний расход на 1 м шва проволока-160 г, газ-100 г
Рекомендации по сварке:
Перед началом работы не забудьте проверить следующее:
- • Оборудование.
- • Соответствие диаметра сварочного наконечника.
- • Соответствие типа и диаметра направляющего канала.
- • Режимы сварки в зависимости от задач.
- • Расход защитного газа.
- • Усилие зажима сварочной проволоки.
Общие:
• Во время процесса сварки удерживайте вылет сварочной проволоки и скорость сварки постоянными.
• Свариваемое изделие должно быть очищено от грязи и ржавчины.
• Убедитесь в правильном выборе разделки кромок
• При проведении работ на транспортном средстве отсоедините аккумулятор.
• Устанавливайте зажим массы как можно ближе к месту сварки.
Возможные проблемы по сварке
Характеристики
Вид сварки MIG/MAG сварка
Тип задачи Рамы, лонжероны, кузова, пороги, днища, двери авто, выхлопные системы
Металл Углеродистые, конструкционные. Тип Ст.3, Ст. 20, 09 Г2 и т.д
Тип проволоки CHW-50C6SM
Скорость подачи проволоки 3,0-3,2 м/мин
Напряжение на дуге смесь – 14,0-14,8 В, СО2 – 15,0-16,5 В
Диаметр проволоки 0,6 мм
Расход газа 4-5 л/мин
Вылет проволоки 8 мм
Зазор 0 мм
Средний расход на 1 м шва проволока - 32 г, газ – 20 г
Рекомендации по сварке:
Перед началом работы не забудьте проверить следующее:
- • Оборудование.
- • Соответствие диаметра сварочного наконечника.
- • Соответствие типа и диаметра направляющего канала.
- • Режимы сварки в зависимости от задач.
- • Расход защитного газа.
- • Усилие зажима сварочной проволоки.
Общие:
• Во время процесса сварки удерживайте вылет сварочной проволоки и скорость сварки постоянными.
• Свариваемое изделие должно быть очищено от грязи и ржавчины.
• Убедитесь в правильном выборе разделки кромок
• При проведении работ на транспортном средстве отсоедините аккумулятор.
• Устанавливайте зажим массы как можно ближе к месту сварки.
Возможные проблемы по сварке
Характеристики
Вид сварки MIG/MAG сварка
Тип задачи Рамы, лонжероны, кузова, пороги, днища, двери авто, выхлопные системы
Металл Углеродистые, конструкционные. Тип Ст.3, Ст. 20, 09 Г2 и т.д
Тип проволоки CHW-50C6SM
Скорость подачи проволоки 3,2-3,4 м/мин
Напряжение на дуге смесь – 15,0-15,8 В, СО2 – 16,0-16,5 В
Диаметр проволоки 0,6 мм
Расход газа 4-5 л/мин
Вылет проволоки 8 мм
Зазор 0 мм
Средний расход на 1 м шва проволока - 34 г, газ – 23 г
Рекомендации по сварке:
Перед началом работы не забудьте проверить следующее:
- • Оборудование.
- • Соответствие диаметра сварочного наконечника.
- • Соответствие типа и диаметра направляющего канала.
- • Режимы сварки в зависимости от задач.
- • Расход защитного газа.
- • Усилие зажима сварочной проволоки.
Общие:
• Во время процесса сварки удерживайте вылет сварочной проволоки и скорость сварки постоянными.
• Свариваемое изделие должно быть очищено от грязи и ржавчины.
• Убедитесь в правильном выборе разделки кромок
• При проведении работ на транспортном средстве отсоедините аккумулятор.
• Устанавливайте зажим массы как можно ближе к месту сварки.
Возможные проблемы по сварке






























